H
Hi All,
Please answer the following questions
1) what is meant by high and low level wiring in MARK V?
2) please tell me about NEMA I standard? frequently used for MARK V.
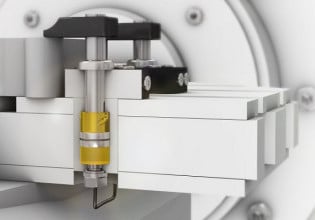
3) Are there any LVDTs connected on the Electro Hydraulic Servo valve which controls GCV and SRV? for MS5371 turbine?
Please answer the following questions
1) what is meant by high and low level wiring in MARK V?
2) please tell me about NEMA I standard? frequently used for MARK V.
3) Are there any LVDTs connected on the Electro Hydraulic Servo valve which controls GCV and SRV? for MS5371 turbine?