 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinHoneywell Experion PKS R410.2 + Nuclear Gauge Tuning
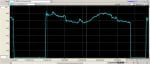
We have a nuclear gauge that we use to calculate the density, and later on flow, of a dry powder flowing through a screw conveyor and into a flash dryer. Our source (cobalt) was depleting and instead of replacing that, my company decided to replace the sensor which is far more sensitive and able to pick up the lower levels of radiation better. We are now using an Endress+Hauser GammaPilot FMG50. It was connected to the same input as the old sensor by our electricians so we are reusing the control module within Control Builder. It's currently programmed so that the OP of the PID loop drives the VFD for the screw conveyor motor. It will speed up/slow down the screw to increase/decrease flow of powder depending on how the PV differs from the SP.
When the operators put the PID loop in Auto it will stabilize around the SP initially. After about 10-20sec, it will begin to fluctuate wildly up & down until it reaches it's preset low or high limit, which then causes that screw conveyor to divert to a recirculating line instead of the flash dryer. Where should I start will trying to get this system back in line? I understand PID loops and tuning, just don't have a lot of experience with it. Doesn't help that I'm on an archaic R410.2 Experion system. Any help would be greatly appreciated!
We have a nuclear gauge that we use to calculate the density, and later on flow, of a dry powder flowing through a screw conveyor and into a flash dryer. Our source (cobalt) was depleting and instead of replacing that, my company decided to replace the sensor which is far more sensitive and able to pick up the lower levels of radiation better. We are now using an Endress+Hauser GammaPilot FMG50. It was connected to the same input as the old sensor by our electricians so we are reusing the control module within Control Builder. It's currently programmed so that the OP of the PID loop drives the VFD for the screw conveyor motor. It will speed up/slow down the screw to increase/decrease flow of powder depending on how the PV differs from the SP.
When the operators put the PID loop in Auto it will stabilize around the SP initially. After about 10-20sec, it will begin to fluctuate wildly up & down until it reaches it's preset low or high limit, which then causes that screw conveyor to divert to a recirculating line instead of the flash dryer. Where should I start will trying to get this system back in line? I understand PID loops and tuning, just don't have a lot of experience with it. Doesn't help that I'm on an archaic R410.2 Experion system. Any help would be greatly appreciated!
Attachments
-
 80.3 KB Views: 6
80.3 KB Views: 6 -
 65.4 KB Views: 6
65.4 KB Views: 6 -
 66 KB Views: 5
66 KB Views: 5 -
 51.1 KB Views: 5
51.1 KB Views: 5 -
 91.8 KB Views: 5
91.8 KB Views: 5




