Facebook
Facebook Google
Google GitHub
GitHub Linkedin
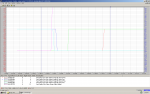
LinkedinI observed that our purge valve is working slowing, When we stroke the valve, the movement is very slow compare to the other purge valve. The timing for mark VI is 8 seconds but more than 15 seconds. The purge valve is closing at 21 seconds there by causing the unit to run on Extended lean lean. What do you think that could be the cause???
Attachments
-
35.1 KB Views: 14