 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinIntroduction to the Allen Bradley Ramp/Soak Controller
The ramp/soak controller has long been associated with temperature control loops and is included standard in some, and as an option on other stand-alone electronic temperature controllers.
A ramp/soak controller is used to control the setpoint of a controller, usually a PID controller.
The ability to ramp a setpoint is a built-in feature for some control system’s PID controllers. However, when that feature is not included in the standard PID instruction, the addition of a ramp/soak controller can help overcome this shortfall, while adding a host of additional features.
What is a Ramp/Soak Controller?
The “ramp” portion of the ramp/soak controller is used to control the setpoint of a controller in a way that could minimize abrupt changes in setpoint by “ramping” the setpoint from the current value to the desired value at a specified rate or within a specified amount of time.
The “soak” portion of the ramp/soak controller is used to control how long the setpoint will remain at the given setpoint.
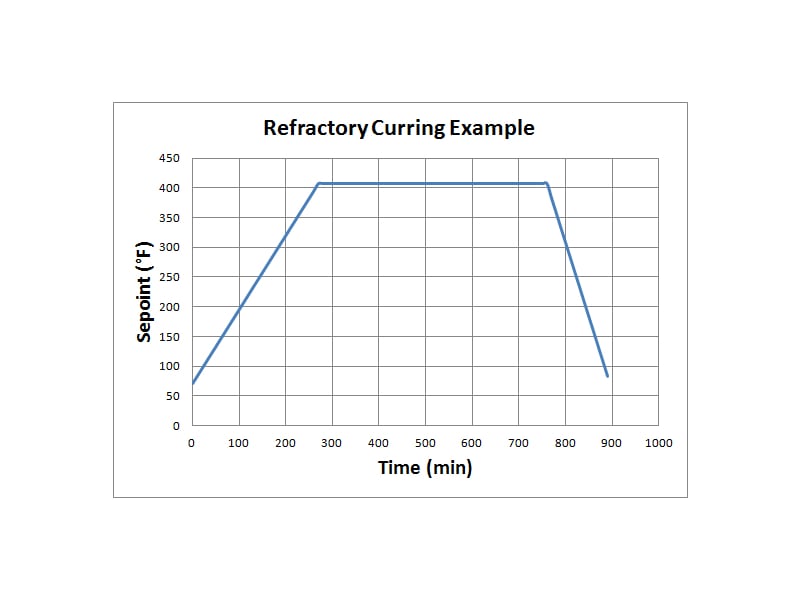
Simple ramp/soak refractory curing example.
Typically a ramp/soak controller will have multiple “steps” available to be set by the operator or engineer of the system.
By having multiple steps, the controller can change the setpoint through several phases of the process without the intervention of an operator.
Example of a Ramp/Soak Controller
For example, suppose the refractory of a vessel needed to be cured/baked at 400 °F for eight hours and the manufacturer specified that the temperature of the refractory could not change more than 75 °F / hour until the refractory was fully cured.
Once cured, the refractory could be allowed to cool at a maximum of 150 °F/hour. To accomplish this without a ramp/soak controller, one would have to manually manipulate the setpoint of the temperature controller over the entire curing/baking process.
This would tie up an operator for the entire curing process and the accuracy of the control would be dependent on the diligence of the operator.
Alternatively, a ramp/soak controller could be programmed with the given criteria and left to run unattended with a great degree of accuracy, freeing the operator to attend to other tasks.
History of the Ramp/Soak Controller
Their uses range from controlling temperature profiles in ovens and kilns to refractory curing/baking as in the example mentioned above.
Many PLC manufactures include a ramp/soak feature in their standard instruction set due to its popularity in stand-alone controllers and their temperature control application advantages.
Allen-Bradley offers this feature in the current Controllogix and Compactlogix instruction set.

Multiple-step ramp/soak example.
Previously, for legacy Allen-Bradley controllers such as the PLC 5 and SLC 500, this instruction was not available and would have to be custom programmed with several rungs of ladder logic.
Allen-Bradley has even gone as far as coupling their ramp/soak (RMPS) instruction with pre-built HMI faceplates to help promote consistency and speed up the design process.
For more information on the RMPS faceplate, as well as other pre-built faceplates, see Rockwell Automation Publication here.
The next article will discuss how to use ramp/soak controllers including specific examples.
Have you used a ramp/soak controller before? If so, let us know how in the comments.












