Facebook
Facebook Google
Google GitHub
GitHub Linkedin
Linkedin
M
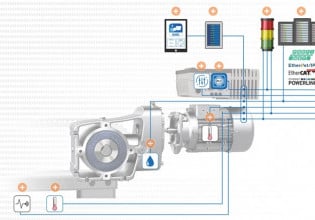
At one of our facilities, the GE Frame 6 machine has been operated at "Pre select" Mode. At Present, GT is operated at 70% of base load (roughly). Due to limitation, the GT should not required to be operated at 100% load. Operating the GT at "Pre Select" mode causes the GT to be operated at lower GT Exhaust Temperature (and also lower firing temperature). This has an impact on GT heatrate/efficiency. Is it feasible to alter the baseload IGV opening setting to a lower value and operate the Gas Turbine at Baseload Mode? Will this improve the GT heat rate and also help us to maintain lower GT Power output?