 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinPain Points and Solutions in Laser Welding: Cracking
We continue our exploration of some challenges and trends in laser welding. This article explores cracking.
In an ideal process, 100% of the energy would go directly into the material to accomplish the desired result. However, it is currently inevitable that some energy is wasted and will affect the area around a cut or joint.
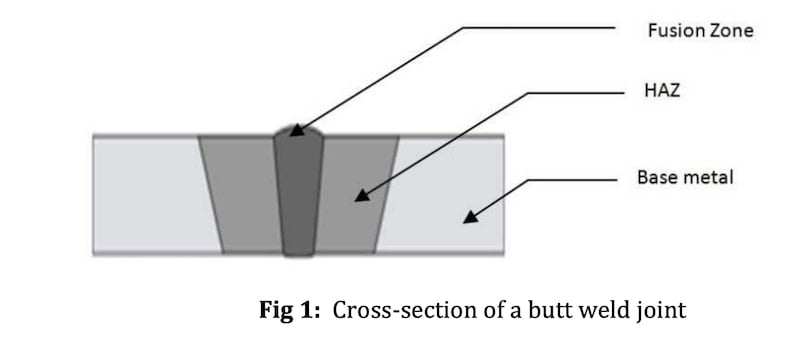
Figure 1. Schematic of a heat-affected zone (HAZ). Image used courtesy of Advancement in Production Engineering & Management (APEM) [PDF]
For welding, lasers take manufacturing processes one step closer to this ideal case. For example, compared to traditional laser processes, laser welding reduces heat-affected zones and the problems it causes, such as deformation. This three-part series explores the four largest pain points of laser welding and how lasers are evolving toward better material processing.
Pain points in laser processing explored include:
- Porosity
- Cracks
- Melt flow
- Asymmetric parts.
Technology exists to improve or mitigate problems caused by each pain point, but each solution presents limitations and challenges. Part one briefly explained coherent beam combining (CBC) and optical phased array that delivers new control parameters and flexible beam shaping options to solve the first pain point, porosity. Part two will briefly discuss the second pain point, cracks.
Pain Point: Cracking
The Problem with Cracking
Cracking is less common than porosity, but is probably a larger or more important concern in welding. A part is usually acceptable with some degree of porosity, but cracks are typically unacceptable. Cracks are often caused by grain structure formation or the stresses formed by thermal expansion and contraction. Some manufacturers or designers might not use a material—or would use a different fastening method—if it is prone to cracking.

Figure 2. Cracks on a welded pipe after a liquid penetration test.
As a material is heated from a process such as welding, it expands. If the joint and surrounding area cools quickly, the material shrinks and generates tensile stresses in the joint. These stresses propagate cracks or are stored in the material as residual stresses that reduce the strength of the joint. Additionally, cooling steel too quickly can form martensite, which can make a joint brittle and helps propagate cracks.
Cracks can also occur as the weld solidifies and forms oriented dendrites along the outside of the joints and equiaxed dendritic grains toward the center. Oriented dendrites increase crack propagation. Having a wider equiaxed grain structure in the center of the weld reduces crack propagation.
Current Solutions to Cracking
To mitigate grain structure, the wobble techniques can create a wider weld, increasing the equiaxed zone. However, there are still limitations in speed, power, and beam shape. To control how grain structures form, it is also possible to use different beam shapes to pre- or post-heat to control the solidification gradient or the cooling process to prevent cracks. A second laser effectively introduces a second heat field, but the high cost is not ideal.
Diffractive optical elements (DOE) splits a laser on either side of the weld to provide a solution similar to having two lasers. This solution would also increase the time and cost to design and make the DOE while limiting the weld geometry, direction, and beam shape.
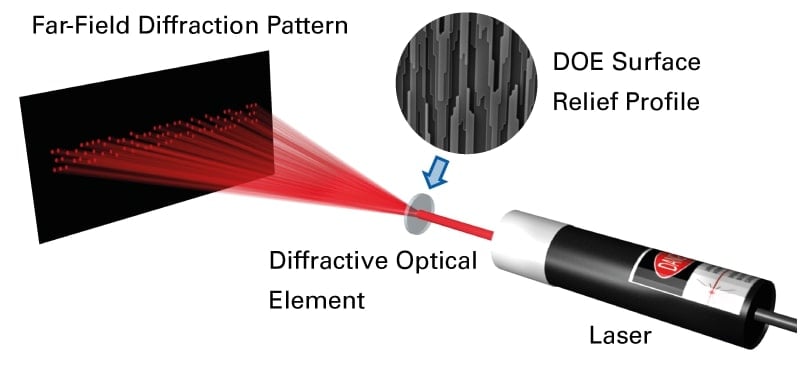
Figure 3. The DOE principle. Image used courtesy of HOLOEYE
Another method is to preheat the weld area, or the entire part just before welding. This method has many advantages because more heat is introduced to the material than is possible to produce from the laser, preventing cracking. However, this method wastes energy and is not an efficient way to manufacture welds, especially in industries that maintain low costs or produce high volumes.
Ideal Solution for Cracking
As previously mentioned, creating multiple beams that can adjust dynamically to the weld geometry and modulate power to control heat input is ideal for preventing hot and cold cracking. Dynamic beam lasers can potentially generate different shapes or multiple beams to control grain shaping, joint width, and better manage cooling periods.
Researchers and manufacturers are already using this technology to create customized beams for each material, speed, geometry, and thickness for various desired outcomes (e.g., electrical conductivity, strength, etc.). With greater control over the beam, cracking is prevented, and manufacturers are open to a whole new section of traditional or crack-prone materials for laser welding.
With improved speed and quality, laser welding was set to take over welding manufacturing, yet traditional processes are still going strong. An article from SME offered some insight into what slowed laser welding adoption. “If there’s not a problem to solve, the lowest cost, most robust, most vetted solution will be chosen, '' said Erik Miller, business development manager for Miller Electric Mfg LLC’s laser group in Appleton, Wisconsin. “So people only start looking towards laser when MIG welding doesn’t work or TIG welding is too slow.”
However, laser manufacturing is pushing further into metal processing with new beam shaping options, control, and flexibility. As demand for quality, automation, and speed increases, manufacturers will adopt advanced, flexible laser technology.












