 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinThe Rolling Showdown: Belt vs. Roller Conveyor Systems
Conveyor systems come in all shapes and sizes, with factors like the drive motor and conveyor style influencing the control method. Join us as we dive into the world of automated conveyance.
Conveyor systems are used in many applications within the automation industry. A conveyor system is typically the most economical choice when moving items from one place to another. The type of conveyor chosen for an application will depend greatly on the payload of the product to be moved. Larger surface area conveyors will typically use large-width belts to distribute the load across a greater area, the same is true with roller conveyors. No matter which conveyor style you choose, there are some major differences in how to control the conveyors.

Figure 1. Belt-driven conveyor using constant motion to transport wood products. Image used courtesy of Control.com
Belt Conveyor
This style of conveyor uses a low-friction belt that allows pallets or objects to slip on the belt when they are held by a person or a pallet stop. Sometimes, the conveyor is one large belt, and other styles have a belt for each side of the conveyor, with the center of the conveyor hollow.
Figure 2. Roller conveyor with directional control system. Image used courtesy of Siemens
Roller Conveyor
This conveyor style uses rollers driven by interlocking gears or rubber belts/bands. Each roller will have some kind of bearing pressed into the roller. When objects come to a stop, some conveyors will allow the rollers to slip on the bearing, while other rollers have a low friction surface.

Figure 3. Dorner ERT250 edge roller showing how motion is transmitted to all the rollers with nylon gears. Image used courtesy of Dorner Conveyors
Conveyor Motion
To add motion to belt or roller conveyors, we have some options.
Contactor with Overload: One option is to use a standard three-phase motor with a motor overload. Controlling a motor this way results in an on-off style of control. The conveyor can only be on or off. The overload will prevent the motor from drawing too much current, but essentially, you will have no control of the speed of the conveyor without the use of a gearbox. With this option, designers will commonly connect the overload contactor coil to the e-stop circuit of the machine. In the event of an e-stop condition, all the conveyors will halt. Both roller conveyors and belt conveyors can be controlled in this fashion.
VFD Motion: Many AC motors can be controlled with a VFD allowing a gradual startup and more precise control over the motor speed, acceleration, and deceleration. All of these settings can be configured from within your control system, making for very dynamic conveyor control. Both belts and roller conveyors that use a single motor and rubber bands to transmit motion to the rollers can be controlled in this manner.
DC Motion: Some roller conveyors are equipped with DC motors, a series of drive shafts, and gears to transmit motion to special rollers that will allow for slippage on the bearing. The DC motors typically run on 24VDC or 48VDC and will draw around 3 to 6 amps. Special motor controllers are used to set the speed of the rollers, some of which are equipped with Ethernet connections that can be used to control the conveyor through a PLC or other supported control system. The high-speed motors are commonly geared down to reduce the speed and increase the torque.

Figure 4. Bosch FTS system moving pallets through a section at a high rate of speed. Image used courtesy of Bosch Rexroth
Seveo Motion - A more advanced conveyor system is the linear servo conveyance system. This conveyor style uses linear servo motors to move a pallet around a magnetic track. A great automation solution if your application has a small and light payload. The feedback from the system allows users to track and queue pallets without special PLC logic or even extra sensors. With the system using servo motors, the positional feedback of each pallet can be down to the micrometer level and reach speeds of 5 m/s. An example is the Bosch FTS system which allows designers to create servo-driven sections. These sections have the speed and accuracy of linear servo conveyors but are only in the sections where needed.

Figure 5. Conveyor motor with gearbox typically used in constant motion applications either with a VFD or contactor. Image used courtesy of Wikipedia
Constant Motion
Some applications do not require the conveyor to stop, such as airport conveyors or conveyors used in logistics. These applications rely on high-speed barcode or RFID scanners to detect packages or pallets and direct them to the proper location. The conveyor runs all the time and is only stopped at the request of an operator or in an emergency stop condition.
In a factory with automated equipment, constant-motion conveyors are used with pallets to move pallets from one station to another. Internal data tracking and pallet present sensors are used to detect when a pallet enters a station, and a pallet stop is raised to stop the pallet at the station. Once the pallet is stopped, the station can work on the pallet, update the pallet data, and release the pallet to the next station.
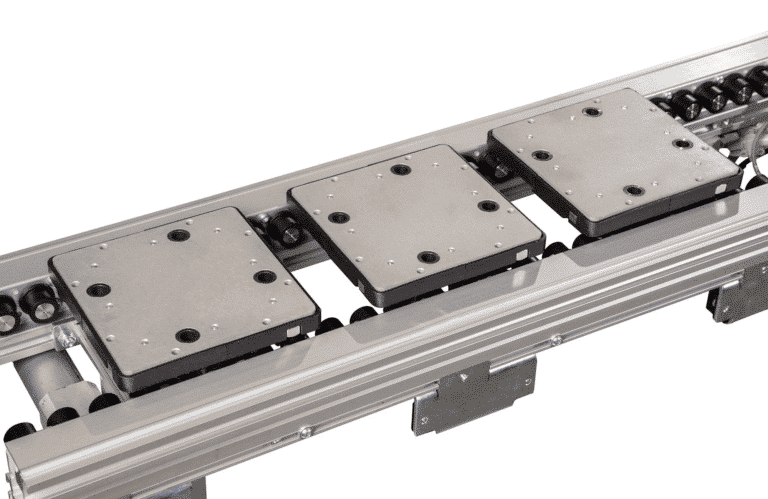
Figure 6. A pallet edge roller conveyor system. Image used courtesy of Dorner Conveyors
Stop And Go Motion
Another method of conveyor logic can only be done with the roller-style conveyor. A roller conveyor design will have multiple motors, each driving its own section of the conveyor, essentially creating zones of motion. The control system can then start, stop, or even change the speed of each section as needed.
An application might be a station that requires pallets to continuously move through the station and not stop, while there might be a station before and after that requires the pallets to stop for some interaction. In this application, it might be preferred to apply continuous motion between stations, while the stations themselves rely on faster, stop and go strategies.
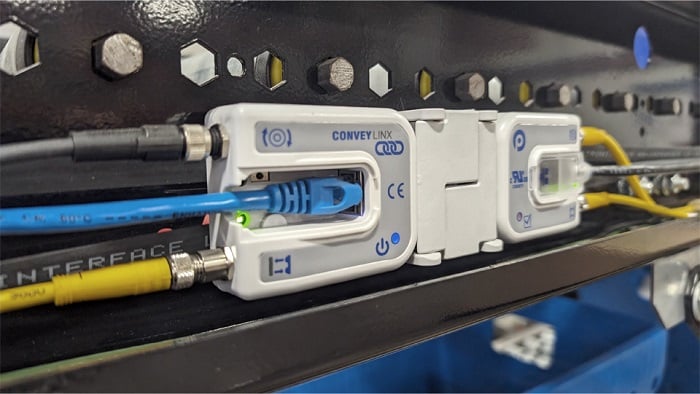
Figure 7. DC motor controller for a roller conveyor system. Image used courtesy of Pulseroller
Conveyor Logic
Some conveyors can have logic within the conveyor controller itself. The controller will have inputs and outputs, and each section of the conveyor is programmed to do different tasks. Pallet present sensors can be wired directly to the controller and even lift transfer units can be connected to the controller and control pallet traffic through the system.
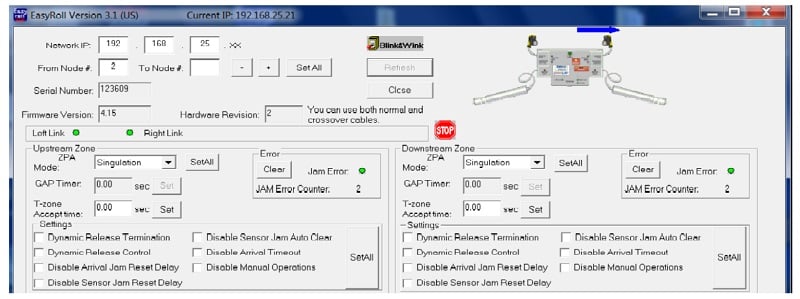
Figure 8. Screenshot of EasyRoll software used to add logic to the ConveyLinx DC motor controller system. Image used courtesy of Pulseroller
Typically the conveyor controller will use function blocks or some other simple graphical programming interface. This application might work well for small equipment that might not have a PLC installed, but having logic stored on different controllers can be difficult to work with, so it’s best to keep your logic in one location.
Featured image used courtesy of Adobe Stock
Related Content











The manufacturing machines we are designing are using Beckhoff’s xPlanar technologies. No belts or rollers, very cool!