 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinHow to Perform a Site Acceptance Test
Learn about site acceptance tests (SATs), how they differ from and complement factory acceptance tests, and what the necessary steps entail.
A site acceptance test is performed at the buyer’s location to verify the equipment’s specifications meet the buyer’s requirements and standards. Replicating and providing all working conditions at the manufacturer’s location isn’t possible, so some SATs can be the same as the factory acceptance test (FAT).

Figure 1. An SAT is performed at the buyer’s location to verify processes and production.
In the SAT procedure, the equipment system goes through actual production, following all process parameters, and verifying its working conditions. The manufacturer also sends representatives to witness and verify the test. If a problem is detected, the manufacturer has the responsibility to solve it.
Sometimes, the buyer ties a successful SAT to the release of payment. When done this way, it is very important to specify and agree upon during the initial stages of the agreement.
What is the Difference Between SAT and FAT?
The main purpose of both SATs and FATs is to verify the equipment’s specifications according to the buyer’s requirements. In most cases, the tests are performed similarly but there are some key differences between them, including:
- Location
- Visual inspection
- Environmental conditions
- Electrical and safety systems
- Machine structure and foundation
Location
FAT is performed on the manufacturer site, while SAT is performed on the buyer site. Some tests require the actions of actual production or process parameters and cannot be replicated or provided on the manufacturer site.
Visual Inspection
As a machine is transported to the buyer’s site, something can go missing or become damaged. It is necessary to perform a visual inspection during an SAT. This inspection might include verification that the machine is free from any damage or deformation, while also checking for missing parts, components, or documentation.
Environmental Conditions
Some industries such as food and beverage require certain environmental conditions for the product, like temperature and humidity levels. In most cases, these environmental conditions are not possible at the manufacturer site.
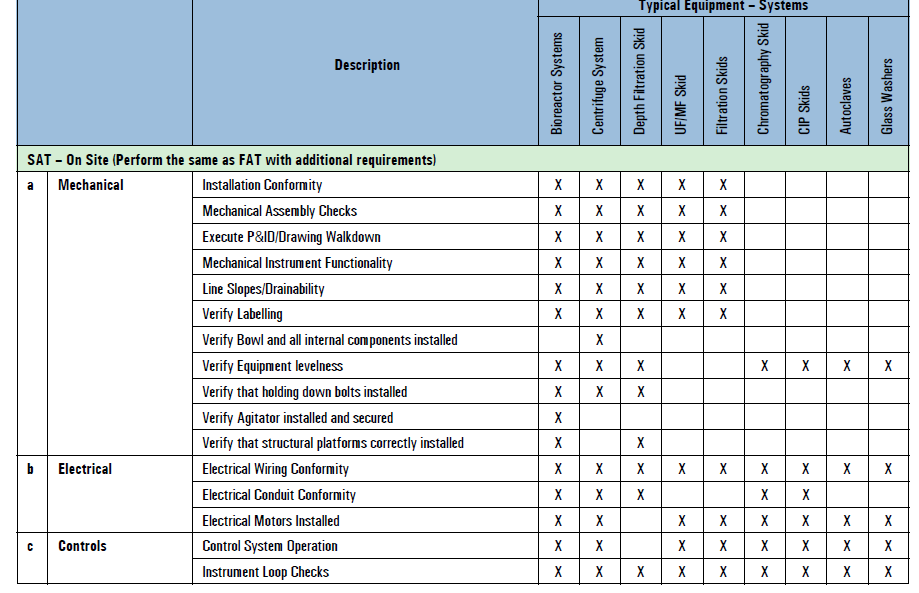
Figure 2. Typical SAT acceptance criteria. Image courtesy of ISPE.
Some utilities such as steam and compressed air also cannot be provided. So during an SAT, it is necessary to verify the performance under actual environmental conditions.
Electrical and Safety Systems
After the machine is installed at the buyer’s location, it is necessary to verify the electrical wiring and safety systems such as motor and voltage overload.
Machine Structure and Foundation
After the machine’s installation, its structure and foundation are tested for rigidness and firmness and to ensure that it is free from any vibration. The alignment of different subsystems, such as a motor with the blower, is checked. The piping network is also checked for any leakages and improper connections.
Qualification of New Equipment
In any regulated market, such as pharmaceuticals, any addition or change in process or equipment requires the equipment to go through several steps.

Figure 3. Steps for additions/changes in process or equipment. Image courtesy of ISPE.
Generally, the new equipment passes through the following steps before it becomes part of the production process:
- Factory acceptance test
- Site acceptance test
- Validation activity
Factory Acceptance Test
The purpose of the FAT is to ensure that the supplier fulfilled all the requirements as agreed upon during the purchasing phase. This test is performed at the manufacturer site in presence of buyer and supplier representatives.
An advantage of performing a FAT is, in the case of any deviation or discrepancy, it would be easier to correct the deviation at the manufacturer’s location.
Site Acceptance Test
The SAT is performed at the buyer’s location. Some steps from the FAT can be repeated, but the main purpose of performing the SAT is to observe the performance of the machine under real process conditions.
The machine is connected with all the utility and power requirements and run through the actual production process. For example, in a filling and packaging machine, the actual product and packaging material is used to evaluate the machine’s performance.
Throughout the entire SAT, the manufacturer’s representative is present to analyze the testing procedure.
Validation Activity
After the tests have been performed and the machine is ready for production purposes, it is essential to verify that the machine’s production follows the specification and requirements previously set forth.
The validation tests are written proof that the tests performed are according to industry regulations and the machine’s equipment meets all compliance requirements. The quality department always performs this activity. Other departments, such as engineering and production, provide support when necessary.
Any cases of deviation are reported and corresponding corrective actions — including installation qualification, operational qualification, and performance qualification — are required.
Installation qualification ensures that the machine is installed according to the manufacturer’s recommendation and specification. This includes verification that all utilities, power sources, and safety systems have been correctly placed.
Operational qualification ensures that the machine’s operation is according to the recommendation and specification per the manufacturer’s requirements. In this test, the working of the machine’s individual components are verified.
Performance qualification is performed on the process and product. It is used to verify the process or product as a result of the installed machine and its operation conforms to the buyer’s standards and requirements.
After getting through the above-mentioned tests, the corresponding authority or the quality department decides whether to approve the machine’s operation or not.












