Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinHow to Perform a Factory Acceptance Test
Learn about factory acceptance tests (FATs), including how the tests are created, where they are performed, and the responsibilities for both the buyer and manufacturer of the equipment.
Factory acceptance tests (FATs) are performed to verify that the equipment’s specification suits a buyer's requirements. It ensures the equipment does not lack any critical requirements or issues that could make it useless in terms of any product, process, or regulatory requirements.
The test takes place at the manufacturer’s location (i.e., the factory) and is performed by the buyer. The buyer sends its team that includes all of the experts related to the equipment’s process, including engineering, production, and quality control.
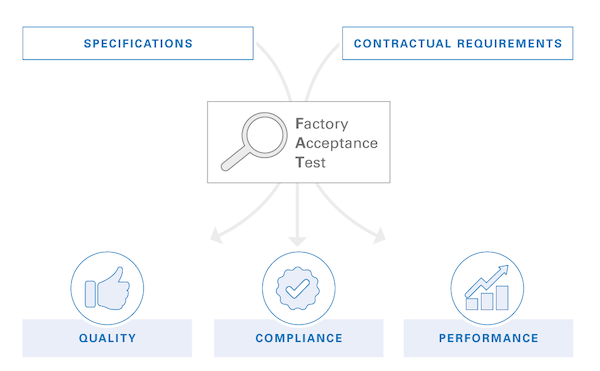
Figure 1. A flowchart of how a FAT could be performed. Image courtesy of TUV Rheinland.
Other common names for the factory acceptance test include the acceptance test, user acceptance test, and performance test.
Why are FATs Performed on the Manufacturer’s Site?
A FAT’s main objective is to check for any deficiency or discrepancy rather than verifying normal working or functions. Because of this, any found deficiencies or shortcomings can be easily corrected at the manufacturer’s location.
Once dispatched to the buyer, it becomes much more difficult and costly to make fixes. Also, if the machine were to end up being totally rejected, a large cost could be incurred returning the machine to the manufacturer.
Factory Acceptance Test Planning
The manufacturer informs the buyer about the equipment’s current state, its readiness for the test, and available time slots for the manufacturer to perform the FAT. Before the FAT takes place, a protocol is prepared and approved.
FAT Protocol
The FAT protocol contains all of the testing methods the manufacturer or buyer plans to follow. A User Requirement Specification (URS) forms the basis of the FAT protocol. There can be additional checks and controls, but the main working, capacity, and regulatory conformity cannot deviate from the URS document.
Most commonly, the testing method is developed by the manufacturer and sent out to the buyer for verification and approval. The buyer analyzes the plan and provides feedback, which the manufacturer finalizes. The buyer can also have its own plan developed by following the URS document.
Some regulatory markets such as pharmaceutical require the manufacturer to have a quality department and demonstrate the necessary capabilities in order to develop its own documentation.
Each activity’s status is recorded on the FAT protocol, indicating the pass or failure of each test
Who Performs the FAT?
FATs are performed by the persons representing the area or department for which the system or equipment is being purchased. It’s highly recommended to involve the personnel who will be responsible for running the machines such as the operators and the maintenance staff. The main theme behind any FAT team is it is made up of people with firsthand operation experience, as they can give valuable and practical feedback about the machine.

Figure 2. Sample Form for FAT Test Cases. Image courtesy of Consolidated Sterilizer Systems.
People from the following departments generally take part in performing the test:
- Production (operators / supervisors / managers)
- Maintenance
- Quality
Factory Acceptance Test Process
The testing process depends on the equipment type. If the equipment is complex, the testing process can also be complex. Most commonly, the following types of testing are performed:
- Document verification
- Visual verification
- Individual component operation verification
- Machine operation verification
Document Verification
Document verification includes all of the paperwork required by the buyer. This needs to be specified early during the purchasing period. This is an essential step, as there will be a requirement of this documentation during operation and maintenance activities.
Visual Verification
Visual verification includes all the physical checks of a machine according to the agreed requirements:
- Machine’s nameplate data
- Specification of individual components, of both mechanical and Electrical
- Mechanical overview
- P&ID verification
- Verification of Electrical components like sensors, motors driver PLC, HMI, etc.
Individual Components Operation Verification
This includes operation verification of individual systems rather than the whole operation:
- Safety system and alarm verification
- Electrical system like motors, temperature systems, and VFD operation
- PLC and its modules
- Human-machine interface and its software
- Data recording, storage, and display
- Door operation
Machine Operation Verification
Last, the machine’s operation is verified. It is standard practice to recreate the actual plant’s working conditions. For this purpose, the material (packaging, sample production material) used at the buyer’s factory is sent in advance to the manufacturer. Sending the material in advance significantly helps to visualize the machine’s performance based on actual parameters and to see if any deviation found can be easily rectified. Also, changeover on all formats is performed to rank the machine's performance.
Finalizing FAT Activity
All the test results are recorded and the final report is created, indicating the activity’s status. Deviations or discrepancies found during the FAT are recorded and should be corrected before dispatching the machine.
If the test is failed, corrective actions are defined, as well as a timeline to complete these corrective actions and dates for the next FAT. If the test is passed, the process to dispatch the machine to the buyer site is defined with the timeline for the site acceptance test (SAT).
The FAT protocol is duly signed by the authorized signatories of both manufacturer and buyer and copies are retained by both parties.