 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinDiagnosing Feedback Control Problems
Diagnosing faults in a feedback control loop involves understanding the input and output of each step to eliminate problem areas, since each component affects all others.
Negative feedback systems, in general, tend to cause confusion for those first learning their fundamental principles and behaviors. The closed-cycle “loop” formed by the interaction of sensing elements, controller, final control elements, and process means essentially that everything affects everything else. This is especially problematic when the feedback control system in question contains a fault and must be diagnosed. For example, if an operator happens to notice that the process variable (as indicated by a manual measurement or by some trusted indicating instrument) is not holding to setpoint, it could be the result of a fault in any portion of the system (sensor, controller, FCE, or even the process itself).
Elements of the Feedback Control Loop
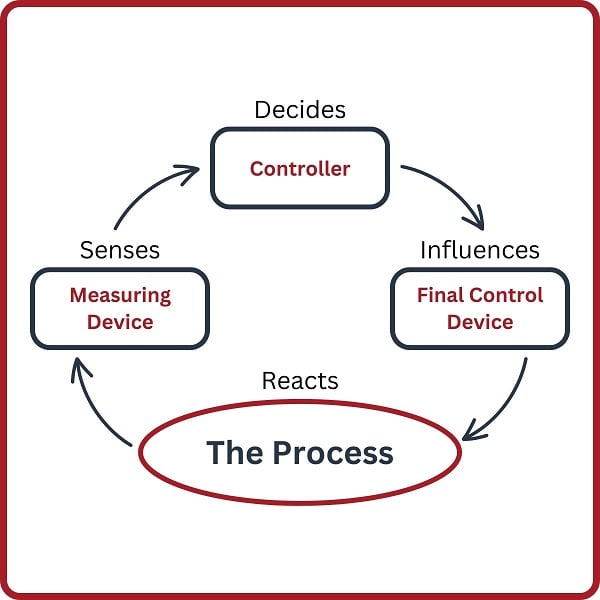
Recall that every feedback control loop consists of four basic elements: an element that senses the process variable (e.g. primary sensing element, transmitter), an element that decides how to regulate this process variable (e.g. a PID controller), an element that influences the process variable (e.g. a control valve, motor drive, or some other final control device), and finally the process itself which reacts to the final control device’s actions:

One of the basic diagnostic strategies for any instrumentation system is to assess whether the input value(s) and output value(s) correspond for each instrument. We may apply this same strategy to each of the four elements of a feedback control “loop” to identify where the problem might exist. If you encounter one of these four system portions whose output does not correspond with its input, you know that portion of the system is faulted.
You can check each element of your feedback control loop by comparing its input with its output to see if each element is doing what it should. I recommend beginning with the controller (the decision-making element) because typically those values are the most easily monitored:
-
Decision-making:
Carefully examine the controller faceplate, looking at the values of PV, SP, and output. Is the controller taking appropriate action to force PV equal to SP? In other words, is the output signal at a value you would expect if the controller were functioning properly to regulate the process variable at setpoint? If so, then the controller’s action and tuning are most likely not at fault. If not, then the problem definitely lies with the controller.
-
Sensing:
Compare the controller’s displayed value for PV with the actual process variable value as indicated by local gauges, by feel, or by any other means of detection. If there is good correspondence between the controller’s PV display and the real process variable, then there probably isn’t anything wrong with the measurement portion of the control loop (e.g. transmitter, impulse lines, PV signal wiring, analog input of controller, etc.). If the displayed PV disagrees with the actual process variable value, then something is definitely wrong here.
-
Influencing:
Compare the controller’s displayed value for output with the actual status of the final control element. If there is good correspondence between the controller’s output display and the FCE’s status, then there probably isn’t anything wrong with the output portion of the control loop (e.g. FCE, output signal wiring, analog output of controller, etc.). If the controller output value differs from the FCE’s state, then something is definitely wrong here.
-
Reacting:
Compare the process variable value with the final control element’s state. Is the process doing what you would expect it to? If so, the problem is most likely not within the process (e.g. manual valves, relief valves, pumps, compressors, motors, and other process equipment). If, however, the process is not reacting the way you would expect it to given the final control element’s state, then something is definitely awry with the process itself.
SUMMARY:
-
Locating the fault in a process can be due to any of the four elements, and eliminating each candidate is a cause-and-effect analysis.
-
If the controller output proves to be the expected value considering the present process variables and set point, the fault is probably not within the controller.
-
If the sensor (transmitter)’s output value matches the actual value, verified by a measurement tool or physical sense, the fault is not in the sensor.
-
If the final control element (FCE) value correlates with the output value of the controller, the fault is most likely not the FCE.
-
If the process is reacting exactly as the current FCE values should allow, the fault is likely not with the process.
Interested in more PID and control system topics?
Related Worksheets:
- PID loop tuning
- Troubleshooting problems in control systems
- RTD and thermocouple circuits with millivolt calculations
Related Textbook Pages:
- Negative Consequences of Poor PID Controller Tuning
- Tuning PID Controllers
- Logic Programming in PLCs
Related Technical Articles:
- Using PID and Feedback Loops for Precise Motion Systems
- Proportional Gain and Proportional Band Explained
- Integral Windup Method in PID Control
