 Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinInstrumentation and Process Control
Troubleshooting Problems in Control Systems
22 questions
-
Question 1 of 22
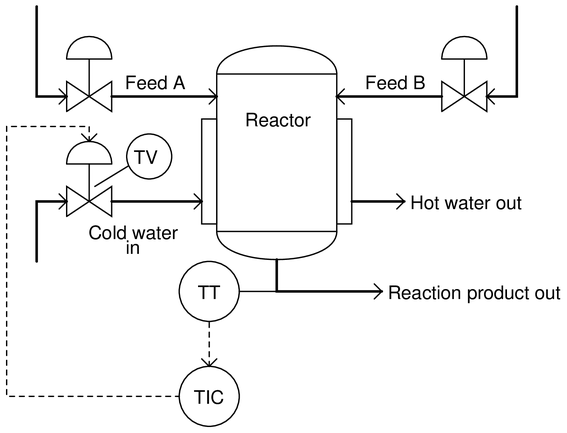
In this process, two chemical streams are mixed together in a reactor vessel. The ensuing chemical reaction is exothermic (heat-producing) and must be cooled by a water cooling system to prevent overheating of the vessel and piping. A temperature transmitter (TT) senses the reaction product temperature and sends a 4-20 mA signal to a temperature indicating controller (TIC). The controller then sends a 4-20 mA control signal to the temperature valve (TV) to throttle cooling water flow:
Suppose something fails in the control valve mechanism to make it incapable of opening further than 80
Describe in detail the effect this fault will have on the performance of the cooling system.
Reveal answerThere will be no effect on the performance of this cooling system, except in circumstances where the controller tries to open the valve further than 80
Notes:This question is a good candidate for a “Virtual Troubleshooting” exercise. Presenting the diagram to students, you first imagine in your own mind a particular fault in the system. Then, you present one or more symptoms of that fault (something noticeable by an operator or other user of the system). Students then propose various diagnostic tests to perform on this system to identify the nature and location of the fault, as though they were technicians trying to troubleshoot the problem. Your job is to tell them what the result(s) would be for each of the proposed diagnostic tests, documenting those results where all the students can see.
During and after the exercise, it is good to ask students follow-up questions such as:
{\bullet} What does the result of the last diagnostic test tell you about the fault?
{\bullet} Suppose the results of the last diagnostic test were different. What then would that result tell you about the fault?
{\bullet} Is the last diagnostic test the best one we could do?
{\bullet} What would be the ideal order of tests, to diagnose the problem in as few steps as possible? -
Question 2 of 22
A very useful technique for testing process control loop response is to subject it to a “step-change” in controller output. In other words, the process is perturbed (the highly technical term for this is “bumped”) and the results recorded to learn more about its characteristics.
What practical concerns might surround “bumping” a process such as this? Remember, the process variable (PV) is a real physical measurement such as pressure, level, flow, temperature, pH, or any number of quantities. What precautions should you take prior to perturbing a process to check its response?
Reveal answerSome processes may not take well to “bumps,” especially large bumps. Imagine “bumping” the coolant flow to a nuclear reactor or the fuel flow to a large steam boiler: the results could be catastrophic! Not only is it a potential problem to exceed an operating limit (PV too high or too low) in a process, but it may be dangerous to exceed a certain rate of change over time.
Short of catastrophe, unacceptable variations in product quality may result from perturbations of the process. Again, these may be functions of absolute limit (PV too high or too low), and/or rates of change over time.
Remember, the purpose of regulatory control systems is to maintain the PV at or near setpoint. Any time the control system is disabled and the process purposely “bumped,” this purpose is defeated, if only momentarily. It is essential that operations personnel be consulted prior to manually perturbing a process, so that no safety or operating limit is exceeded in the tuning process.
Notes:A prime example of a process where rate-of-change is critical is temperature control in a high-pressure fluid system such as a catalytic reactor. Changing the temperature too fast will result in undue stress to welded pipe and vessel joints, and/or refractory linings.
An example of unacceptable variation might be pH control in an alcohol brewing process. If the pH of the “mash” drifts outside of narrow operating limits, the resulting alcohol will be of greatly diminished quality.
-
Question 3 of 22
Inspecting the trends of PV and SP on a process chart recorder, you notice the poor quality of control:

The “wandering” of the process variable (PV) around setpoint may be due to excessive action on the part of the controller, or it may be due to load fluctuations in the process itself. In other words, the instability may be the fault of the controller reacting too aggressively, or it may be that the controller is not working aggressively enough to counter changes in process load.
Identify a simple method to determine which scenario is true. Hint: the way to check is as simple as pushing a single button, in most cases.
Reveal answerPlace the controller in manual mode and observe the PV trend!
Notes:If the PV wanders even more with the controller in manual mode, then you know the controller was doing it’s job, though perhaps not aggressively enough. If the PV stops wanders less or stops wandering completely after the controller has been placed in manual mode, then you know the controller’s action is actually making matters worse.
Not all cases of controller over-tuning result in a nice sine-wave oscillation as some textbooks show! It is possible for an over-tuned controller to exhibit odd trend patterns, especially if the process has asymmetrical time constants (for example, a furnace that heats up faster than it cools down).
Also, it is possible for the PV to oscillate in a nice sine-wave pattern and not have it be the controller’s fault. If another control loop in a system is over-tuned and oscillating, for example, it may load the process you’re observing with a sine-wave disturbance, causing many process variables throughout the system to “ripple” correspondingly.




